Top Precision Fluid Component Connector Manufacturers for Medical, Biopharma, Dental and more!
Top Precision Fluid Component Connector Manufacturers for Medical, Biopharma, Dental and more!
There’s a particular kind of engineering pressure that comes with cardiac perfusion work. It’s not just the literal pressure inside the circuit. It’s the weight of knowing that every component, down to the smallest adapter, is sitting somewhere along a path that keeps a person alive on the table.
Most of the attention in extracorporeal circuit design, rightfully so, goes to the big-ticket components: pump efficiency, oxygenator membrane surface area, heat exchanger performance. But in validation cycles, one of the most stubborn recurring failure points isn’t the pump. It’s the connection interfaces, such as the molded thermoplastic adapters, connectors, and manifolds that quietly hold the blood path together.
At flow rates exceeding 5 to 6 liters per minute in adult cardiac perfusion loops, the micro-geometry of a single perfusion adapter can be the deciding factor between smooth, laminar flow and blood trauma. That’s not hyperbole. That’s just fluid dynamics.
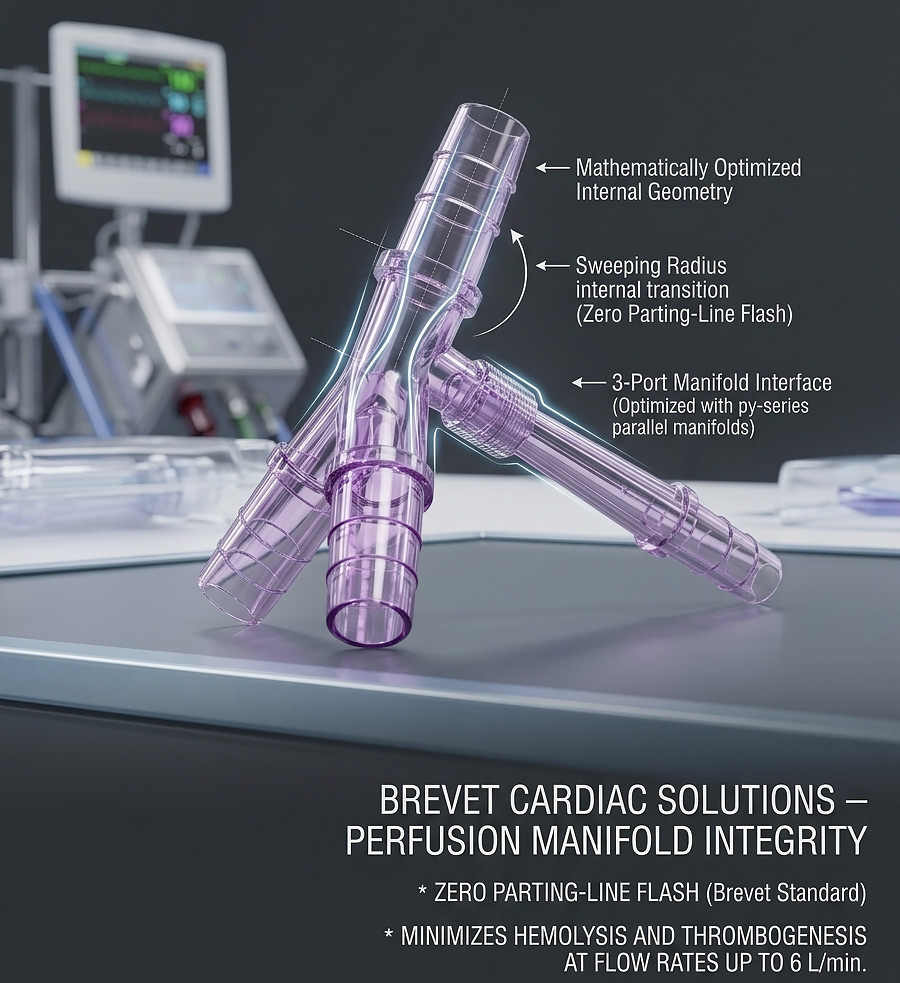
The Hydrodynamic Tax of Molding Flash
Here’s a manufacturing reality that doesn’t get enough airtime, in high-volume injection molding, minor deviations in tool clamping pressure, venting, or material viscosity can produce “flash”, a microscopic extrusion of excess plastic along a component’s parting line. In a standard industrial fluid path, a few microns of flash barely registers. In a cardiac circuit, those same few microns become a clinical problem.
When blood moving at high velocity encounters an internal parting-line ridge, it creates a localized spike in shear stress. That geometric disruption kicks off turbulent eddies immediately downstream. And turbulence in a blood path isn’t just inefficiency. It has two very specific and serious consequences:
Hemolysis: Red blood cells physically rupture when they slam into internal micro-ridges or get caught in high-shear turbulent wakes, sending free hemoglobin into circulation where it doesn’t belong.
Thrombogenesis: Behind internal flash or abrupt geometric transitions, turbulent stagnation zones alter local shear rates, exactly the conditions that activate platelets and seed clot formation along the fluid wall.
The fix isn’t complicated in concept; eliminate the flash, sweep the transitions, give blood a smooth path. The challenge is executing that at production scale, consistently, in a regulatory environment that demands documentation at every step.
Custom Perfusion Adapter Modification via Modular Tooling
Engineering teams have historically faced an uncomfortable choice here, either to spend the capital and endure the lead times required to build fully custom hard-tooled injection molds, or accept off-the-shelf industrial connectors and engineer around their limitations. Neither option is great when you’re trying to move a device from R&D to clinical use on a real timeline.
Brevet takes a different path. Rather than building custom molds from scratch, the approach uses standardized high-performance perfusion adapter base geometries that can be precisely modified at the tool level. Need a specific port angle? A non-standard outer diameter? A unique multi-port configuration designed to mate cleanly with a Y-connector assembly? Brevet’s engineers modify core pins and cavity inserts directly.
The result is a fully tailored adapter geometry without the prohibitive cost or timeline of dedicated hard tooling. For MedTech teams trying to close the gap between a CAD file and a mass-production injection tool, that’s not a small thing.
Material Integrity Under Sustained Hydrostatic Loads
Getting the geometry right is necessary. Getting the material right is equally so as well.
Perfusion adapters live in a demanding mechanical environment: sustained hydrostatic pressure, transient pressure spikes from mechanical pumps, and potential chemical exposure from lipids and medical solvents over the course of a long surgical procedure. The wrong material doesn’t fail dramatically. It can have micro-cracks, or it flexes imperceptibly. And then, at the worst possible moment, it doesn’t hold.
Brevet designs these components using premium medical-grade polycarbonates such as radiation-stable Covestro Makrolon® Rx2530, the industry benchmark for rigid clinical applications. Polycarbonate balances exceptional tensile strength with high impact resistance, and its optical clarity gives perfusionists a direct visual window into the fluid path to spot micro-bubbles or early signs of clot formation before they become a problem.
Transitioning from prototype to high-volume production introduces another variable worth taking seriously: uneven cooling inside the mold creates residual stresses that don’t show up immediately. They appear later, when the component is exposed to lipids, medical solvents, or the cyclic pressure loading of a long procedure. Brevet’s engineering team maps shrink rate and melt flow index against the mold’s cooling profile precisely to prevent those stresses from being baked in at the tool.
Engineering Cleanliness and Particulate Control
A perfusion adapter’s geometry and material properties mean nothing if the manufacturing environment introduces contamination. Particulates picked up during molding or packaging don’t stay in the adapter. They enter the circuit, and from there, the patient.
Genuine cleanliness in this context isn’t a checklist item. It requires a locked-down production loop: robotic handling directly from the cleanroom molding press, inline visual inspection via high-magnification machine vision, and immediate double-vacuum packaging that preserves aseptic integrity from the tool to the surgical kit. Every handoff is a potential contamination point. The goal is to eliminate as many handoffs as possible.
In cardiac perfusion, the smallest components carry the largest responsibility. Getting them right isn’t optional.